一、冲压原理
冲压是由电机通过三角皮带牵动飞轮,通过由滚栓、六角凸轮、联轴节、离合器外套和轴套组成离合器结构。驱动曲轴进行工作,在曲轴的传动下,带动滑块,滑块在左右导轨的精确导向下,进行往复运动,而使装置在滑块底面的上模附着滑块的运动完成冲压工作。
二、端子压着原理
端子压着是由压丝脚包住铜丝,起导通与拉力作用。由压胶脚包住胶皮起固定作用。
端子压着有以下三大优点:
1. 效率高:压着速度是焊接速度的几倍,甚至十几倍。
2. 方便:针座可任意拔插更换。
3. 寿命长:在装机后,机器运作过程中,因压胶脚包住胶皮固定线材不摇动,使它内部的钢丝不容易断裂,我们用摇摆测试仪测试时,端压的产品在与焊接产品相同测试条件下,摇摆测试的次数要多得多。
三、机器设备保养
1. 压力机不能超负荷使用,工作前必须正确计算零件所需的冲压力,检查冲件的材料厚度及材质。
2. 模具刀片安装稳固,间隙合理。
3. 经常检查各部工作是否正常,所有连接部位有否松动,及时更换已磨损的零件。
4. 向各润滑点及摩擦表面加注润滑油,每班不得少于两次。
5. 工作时,必须先脱开离合器,使飞轮处于空转位置后方可开动电机。
6. 电气装置必须经常保持清洁、干燥、定期检查。
7. 发现故障或异常现象,应立即停机,不得带病工作,定期进行全面检查维护调试。
四、机器调试、故障排除与安全
1. 技术工在调试端子机前要先关掉电源,并挂“维修中”的挂牌。
2. 先换装好所需的刀片,调好定位位置,手动转盘运作机器。确认上下刀片的位置,高度是否对好,切刀与上外刀片是否配合紧密。注意刀片是否会冲坏定位,确认合格后:调整送料模具位置,将端子穿过送料模具,将端子移放在刀片的冲压位置,调好送料器,手动转盘运作机器,确认送料间距与位置,调整合格以后,开启机器电源,踩脚踏开关试压线材,以确定端子拉力,高度,外观符合要求后试插孔座,合格后正常生产。
3. 不可两人同时调试或操作同一台机器,以免发生意外。
4. 压端机在运作时,不得将手或异物去弄卡位的端子,不得将手或其他部位靠近机器的运作部位(如:转盘、刀片等);留长发者必须佩戴帽子,并将头发放入帽子中,以免将头发卷入转盘。
5. 端压员工在工作时,不得与人闲聊,谈论工作问题或暂离岗位时需关掉电源。
6. 非压端组人员与工程人员不得调试、启动机器。
五、刀片设计原理
刀片的设计
1. 刀片主要有上内刀、上外刀、下内刀、下外刀。
刀片的主体是根据模具的结构而设计的,冲压接触点是根据端子脚的宽度、长度与所压的线材直径来设计的。
我们主要讲的是接触点的设计
2. 上外刀(图1)与上内刀(图2)主要接触点的设计。
1)上外刀(图1)B点的距离为端子(图3)的B点距离。
2)上外刀(图1)C点最大距离不超过端子(图4)的C点距离,一般以作业员分线时好操作,又不容易断刀片为标准,设计为最小值。
3)上内刀(图2)B点的距离为(图3)中的D点距离。
4)上内刀(图1)C点最大距离不超过端子(图4)的C点乘以2再减去(图3)B点距离,一般以作业员好操作,刀片不易断为标准。
5)上内刀的宽度为(图5)的F标注的长度,上外刀的宽度为(图5)所示的G标注的长度。
3. 下外刀(图6)与下内刀(图7)主要接触点的设计。
1)下外刀(图6)I点的距离为端子(图3)中的I点的距离。
2)下外刀(图7)E点的距离为(图5)中的E点的距离。
3)下外刀(图6)的厚度为(图5)中的J点长度。
4)下内刀(图7)的厚度为(图5)中的K点长度。
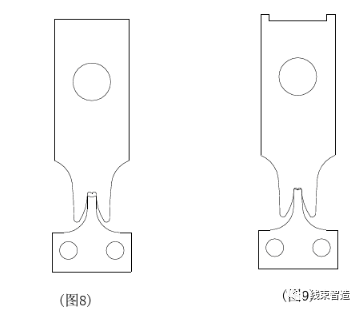
4. 上外刀与下外刀的互配性(图8),上内刀与下内刀的互配性(图9)
来源:http://www.zsxiongsheng.com/